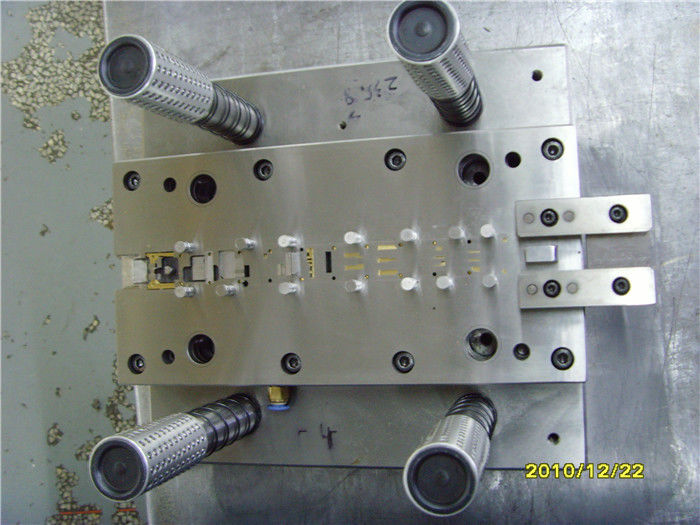
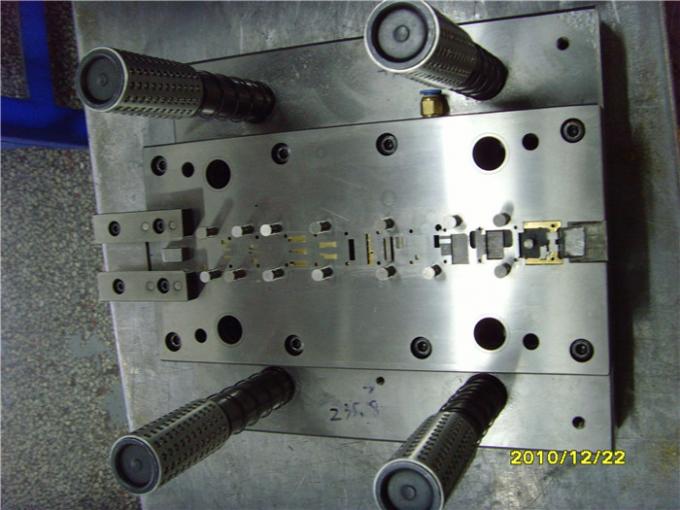
Los servicios del diseño y de los útiles de molde, progresivos mueren, sellando el molde que procesa el fabricante
El sellado progresivo es un método metalúrgico que puede abarcar la perforación, las maneras acuñar, del doblez y varias otro de modificar la materia prima del metal, combinado con un sistema de alimentación automático.
El sistema de alimentación empuja una tira de metal (mientras que se desenrolla de una bobina) a través de todas las estaciones de un estampador progresivo troquel. Cada estación realiza una o más operaciones hasta que se haga una parte acabada. La estación final es una operación de atajo, que separa la parte acabada de la web que lleva. La web que lleva, junto con el metal que se perfora lejos en operaciones anteriores, se trata como chatarra. Se cortan, se golpean abajo (o fuera de los dados) y después se expulsan ambos del sistema del dado, y en la producción en masa se transfieren a menudo a los compartimientos del pedazo vía las bandas transportadoras materiales del pedazo subterráneo.
El estampador progresivo troquel se coloca en una prensa de sellado de intercambio. Mientras que la prensa se levanta, el superiores mueren los movimientos con ella, que permite que el material alimente. Cuando la prensa se baja, el dado cierra y realiza la operación de sellado. Con cada movimiento de la prensa, una parte terminada se quita del dado.
Puesto que el trabajo adicional se hace en cada “estación” del dado, es importante que la tira esté avanzada muy exacto de modo que alinee dentro de algunos milésimos de una pulgada mientras que se mueve desde la estación a la estación. Los “pilotos formados o cónicos” de la bala entran perforado previamente alrededor de los agujeros en la tira para asegurar esta alineación puesto que el mecanismo de alimentación no puede proporcionar generalmente la precisión necesaria en longitud de la alimentación.
El sellado del progresista se puede también producir en las prensas de la transferencia. Éstas son las prensas que transfieren los componentes a partir de una estación al siguiente con el uso de “fingeres mecánicos”. Para la producción en masa de las piezas selladas que requieren operaciones complicadas de la en-prensa, es siempre recomendable utilizar una prensa progresiva. Una de las ventajas de este tipo de prensa es la duración de ciclo de la producción. Dependiendo de la pieza, las producciones pueden correr fácilmente bastante por encima de 800 porciones/minuto. Una de las desventajas de este tipo de prensa es que no es conveniente para la embutición profunda de la alta precisión que es cuando la profundidad del sellado excede el diámetro de la partición. Cuando sea necesario, este proceso se realiza sobre una prensa de la transferencia, que corren en velocidades más reducidas, y confía en los fingeres mecánicos para llevar a cabo el componente en el lugar durante el ciclo de formación entero. En el caso de la prensa progresiva, solamente la parte del ciclo de formación se puede dirigir por las mangas por resorte o similar, que dan lugar a problemas de la concentricidad y del ovality y a grueso material no uniforme. Otras desventajas de las prensas progresivas comparadas a las prensas de la transferencia son: la entrada creciente de la materia prima requerida para transferir las piezas, herramientas es mucho más costosa porque se hacen en bloques con la regulación independiente muy pequeña por la estación; imposibilidad de realizar los procesos en la prensa que requieren la licencia de la pieza la tira (el gotear del ejemplo, collarino, el encresparse del reborde, balanceo del hilo, etc. de sellado rotatorio).
| Material de la producción |
Latón, cobre, acero, acero inoxidable, aleación de acero, aleación de aluminio |
| Tratamientos superficiales |
Niquelado anodice u o según el requisito de cliente |
| Métodos de proceso |
Forjas, CNC moliendo y dando vuelta, moliendo, echando, espetando, etc. |
| Capacidad del tratamiento térmico |
Recocido, normalización, nitruración, temple, el Carbonitriding, carburación y endurecimiento de inducción |
| Máquina de proceso |
Máquinas del CNC, máquina automática del torno, sellando los tornos, la máquina de pulir que muele, la máquina para rectificar y pulir cilindros del taladro de la perforación, la máquina de la limpieza ultrasónica y otros equipos de producción avanzados. |
| Máquina de la inspección |
Proyector, calibrador, máquina de prueba universal, Surfagauge e indicador de tornillo |
| Tolerancia |
0.02m m |
| El embalar |
Paquete estándar de la exportación, cartón, plataforma de madera o como requisito |
| envío |
5--10 días del trabajo después de que orden y depósito recibidos |
| Condiciones de pago |
T/T o L/C |
| Mercados de exportación principales |
Norteamérica, Europa, mediados de este, Asia, Australia, central/Suramérica, etc |
| Uso |
Vehículo, coche, componentes electrónicos, hogar, hardware, etc. |
¿Por qué nosotros?
Q: ¿Cuál es su capacidad de la fabricación?
---- Utilizamos Sodick/Charmilles al frabricate morimos los partes movibles, dimensión que podemos hacer somos +/-0.002mm.
Q: ¿Puede usted hacer todas las dimensiones está según nuestro diseño/muestras?
---- Podemos garantizar que todas las dimensiones están hechas según su dibujo/muestra. Note por favor que esa tolerancia de la dimensión que podemos hacer es +/-0.003mm.
Q: ¿Hizo el estampador a troquel traje para mi prensa trabajaron a máquina?
--- El estampador troquel se hace según la especificación de su máquina de la prensa. Antes del comienzo que hace para morir las piezas, enviaremos el diseño para su aprobación.
Q: ¿Cuál es su ventaja compara con el otro proveedor en el mercado?
---- Estamos sellando la fábrica, tenemos un equipo contenemos morimos diseño, fabricación, mantenimiento y sellando la producción. Sabemos importante el buen molde para sellar la producción.
---- Todos nuestros ingenieros están con más de 10 años de experiencia profesional. Son más profesional en la precisión que sella el campo.
---- Todas las piezas del dado que hicimos están al lado del alambre despacio EDM, pueden garantizar la dimensión. Muchas de ellas la hacen por el alambre EDM del alambre EDM/fast-speed de la medio-velocidad
El estampador troquel los detalles:

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!